W spawaniu TIG aluminium balans AC to jeden z tych parametrów, który może przesądzić o sukcesie… albo o spektakularnej porażce. Jeśli miałeś kiedyś, niestabilny łuk, czubek elektrody z zaokrągleniem większym niż sama elektroda– bardzo możliwe, że balans AC był nieodpowiednio ustawiony. Jeśli spawanie szło jak po grudzie, po bokach nie było białego nalotu („szronu”) a sama spoina była matowa to także możliwe, że winny był balans AC.
W tym artykule pokażę Ci co to jest balans AC, jak wpływa na elektrodę i szerokość czyszczenia z tlenków glinu oraz jakie ustawienia dają stabilny, przewidywalny łuk i czystą spoinę.
Podczas spawania aluminium musisz przebić się przez warstwę tlenku powstającą natychmiastowo na powierzchni materiału, która topi się w temperaturze ponad 3 razy wyższej niż sam metal.
Temperatura topnienia aluminium 650 -700 °C,
Temperatura topnienia tlenku gliny (Al₂O₃) 2050 -2070 °C
Właśnie dlatego potrzebujesz:
Bez odpowiedniego balansu AC tlenek nie zostanie usunięty i spoina nie połączy się prawidłowo z materiałem.
Co oznacza „EP” i „EN”? Z angielskiego – Electrode Positive i Electrode Negative. Prąd przemienny, na elektrodzie koncentruje naprzemiennie raz “plusa”, raz “minusa”. Pamiętaj o wcześniejszym odpowiednim podpięciu uchwytu spawalniczego i przewodu masowego.
Czym jest balans AC?
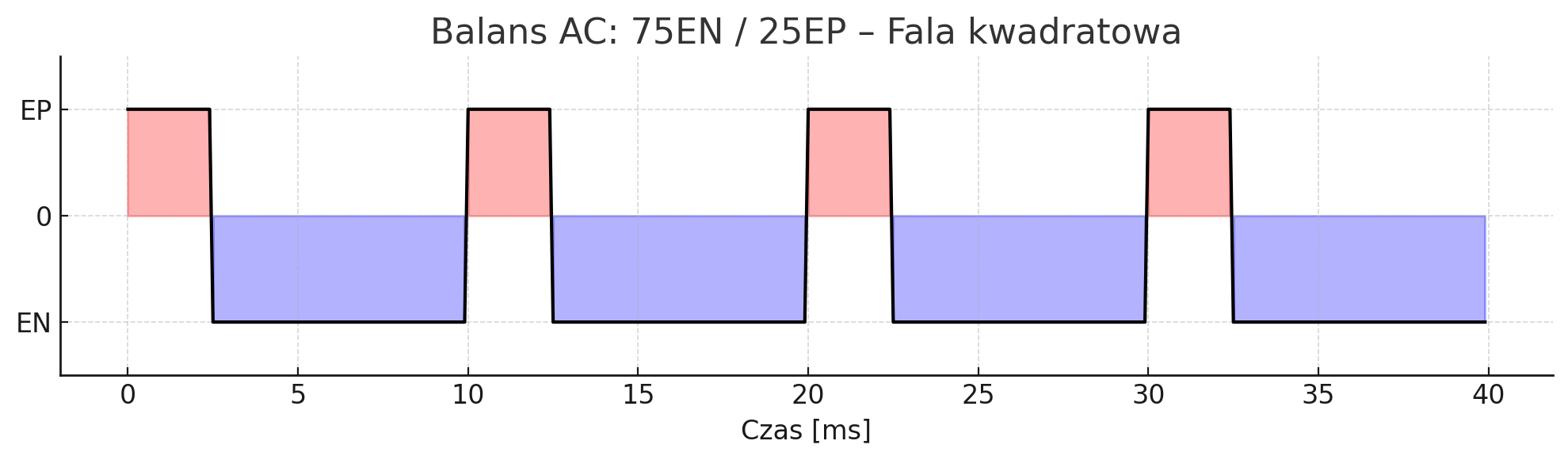
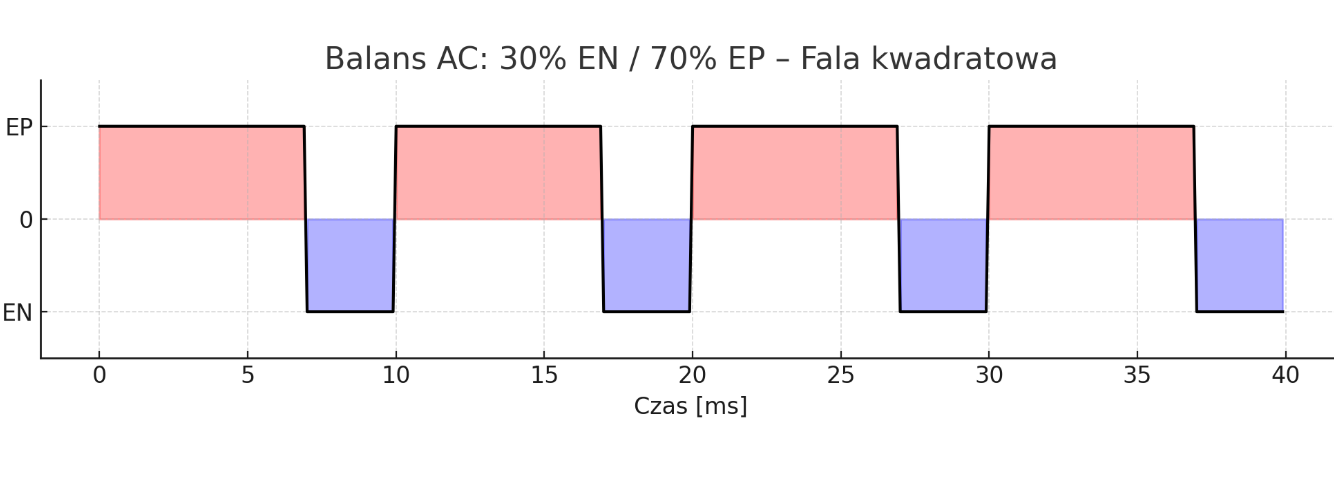
Balans AC (AC Balance) to stosunek czasu trwania dwóch połówek prądu zmiennego:
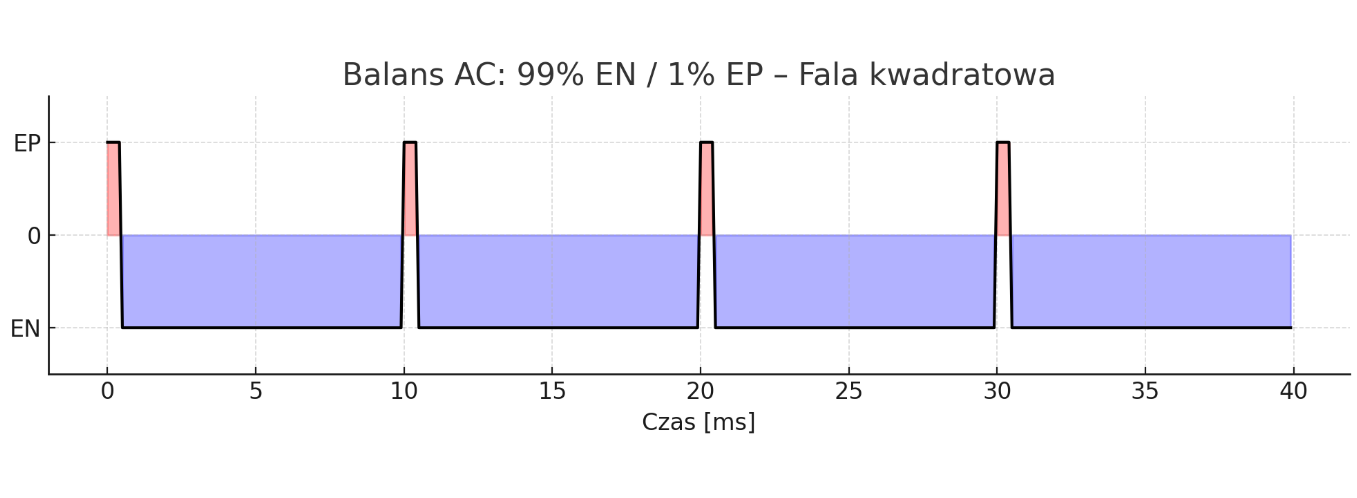
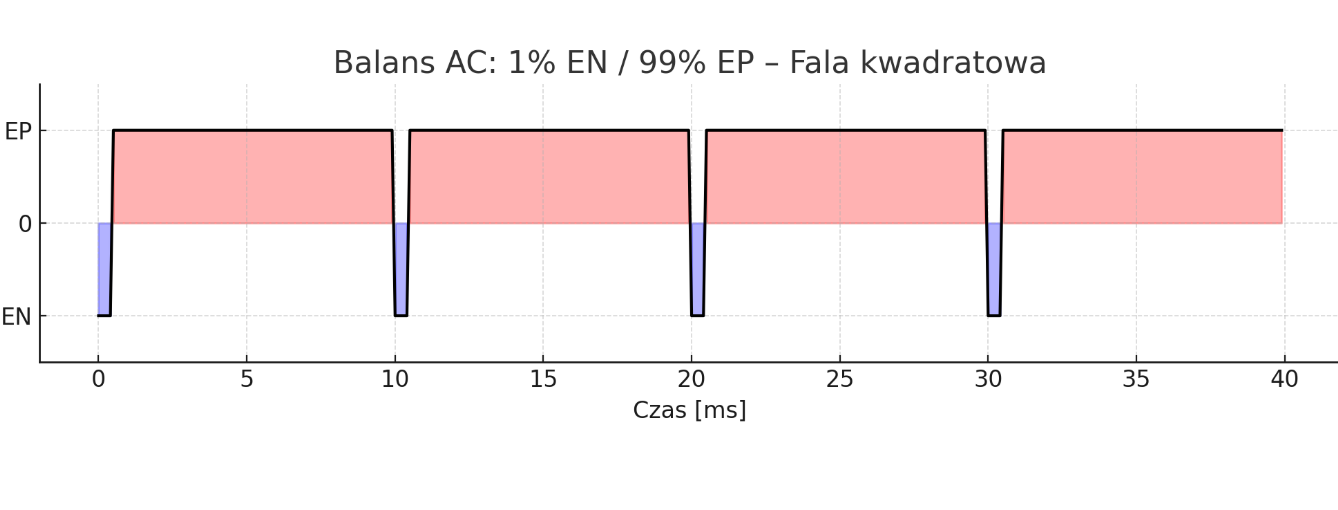
Jak widzisz, prąd zmienny(przemienny) cały czas faluje pomiędzy EP (plusem) a EN (minusem) na elektrodzie.
Dopiero w odpowiednim połączeniu tych dwóch „części” prądu przemiennego będzie możliwe spawanie aluminium.
Warunki testu
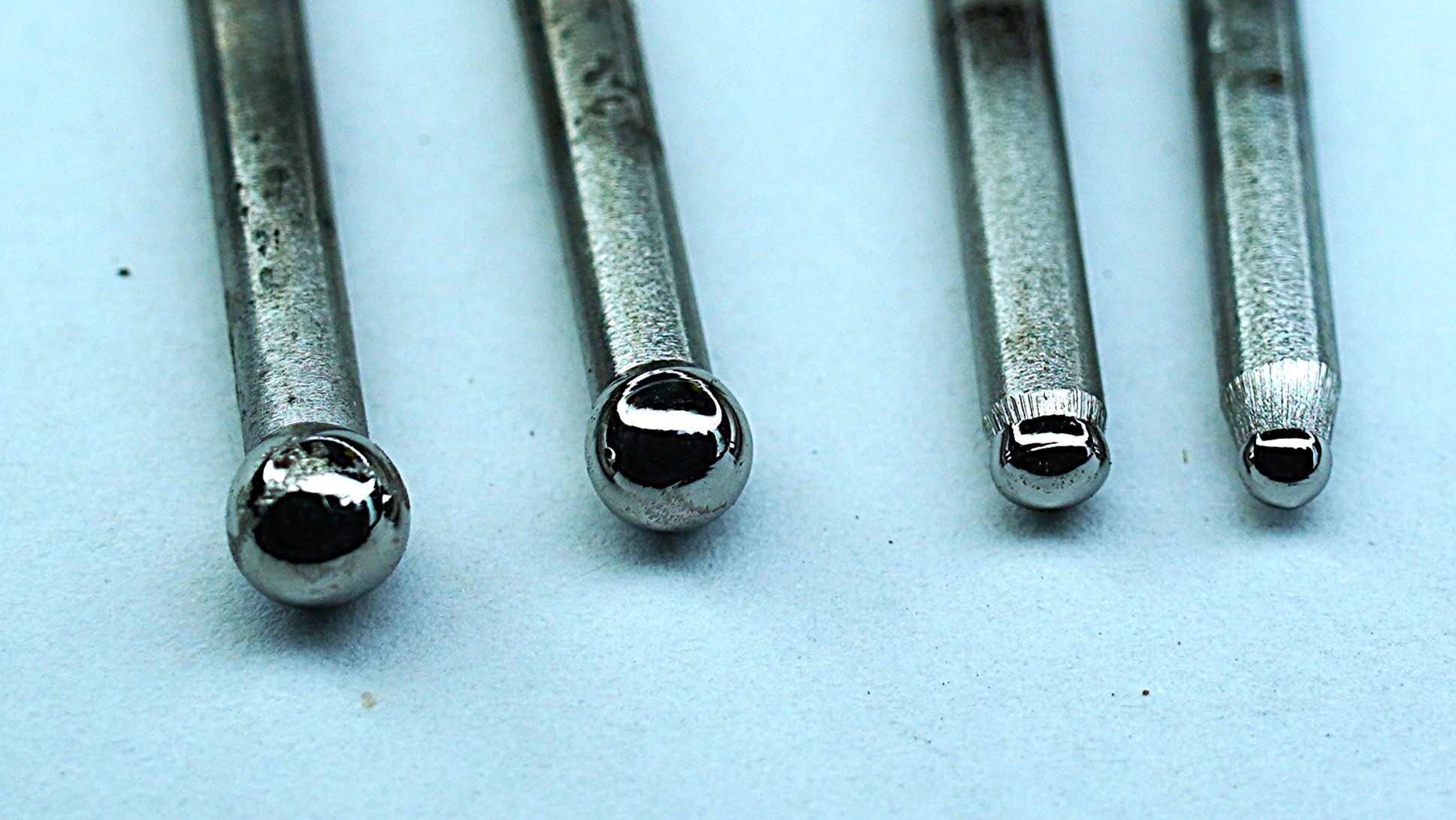
Wykonaliśmy serię prób bez podawania drutu, tylko w celu obserwacji szerokości czyszczenia i formowania się zaokrąglenia elektrody, a następnie wykonaliśmy pełną spoinę. .
Parametry bazowe (stałe):
- Gaz przed: 1 sek.
- Prąd startowy: 20 A
- Czas narastania: 1,5 sek.
- Prąd spawania, test elektrod: 100 A
- Prąd spawania spoiny: 115 A
- Czas opadania: 2,5 sek.
- Prąd końcowy (krater): 20 A
- Gaz po: 7 sek.
- Częstotliwość AC: 100 Hz
- Elektroda: 2,4 mm szara
Przebieg testu: balans AC od 30% do 90% EN (polaryzacji ujemnej „-”)
Balans AC 30% EN „-” (70% EP „+”)
Elektroda: kulka 2× większa niż średnica elektrody, kulka drży na czubku elektrody. W skrajnych przypadkach – jak byśmy dali wyższe natężenie, mogło by ją rozsadzić. Łuk: łuk niestabilny, „strzelający” na boki
Spoina: spawanie praktycznie niemożliwe do wykonania
Balans AC 50% EN „-” (50% EP „+”)
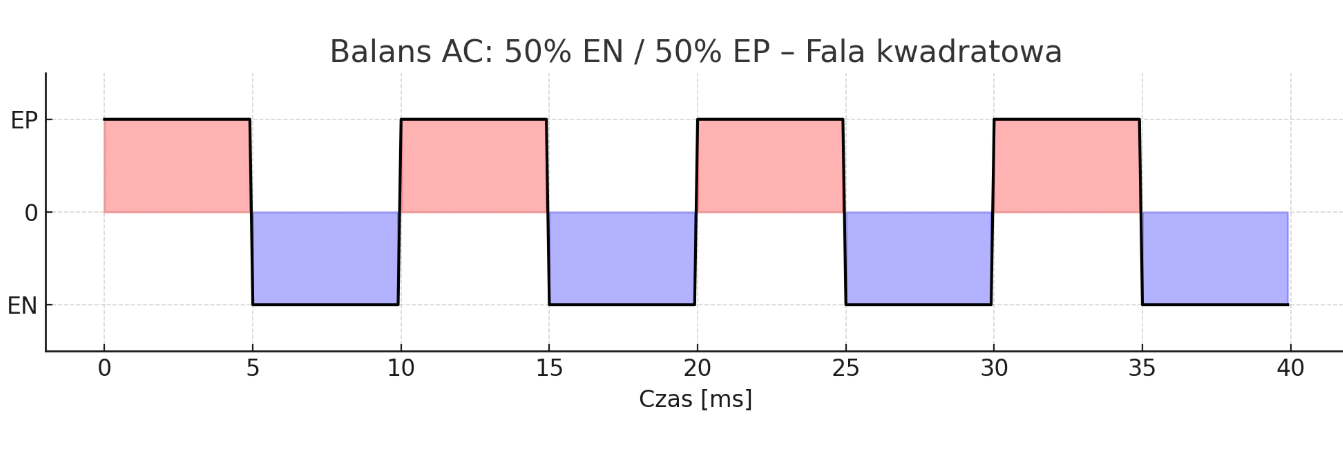
Elektroda: zaokrąglenie także większe niż średnica elektrody jednak już tak mocno nie drży.
Łuk: czysty, ale nadal zbyt nerwowy
Spoina: do testu OK, ale w pracy ciągłej niestabilnie, mocne obciążenie elektrody skutkujące nadmiernym nagrzewaniem całego uchwytu spawalniczego. Szerokie (całkowicie zbędne czyszczenie z tlenków.
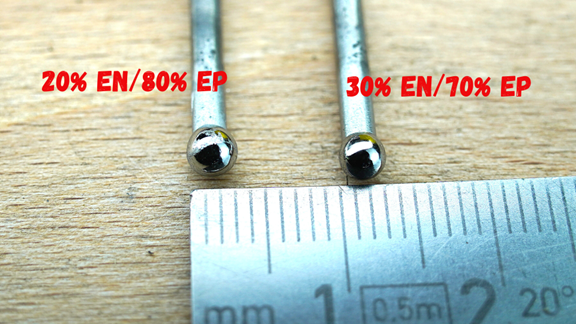
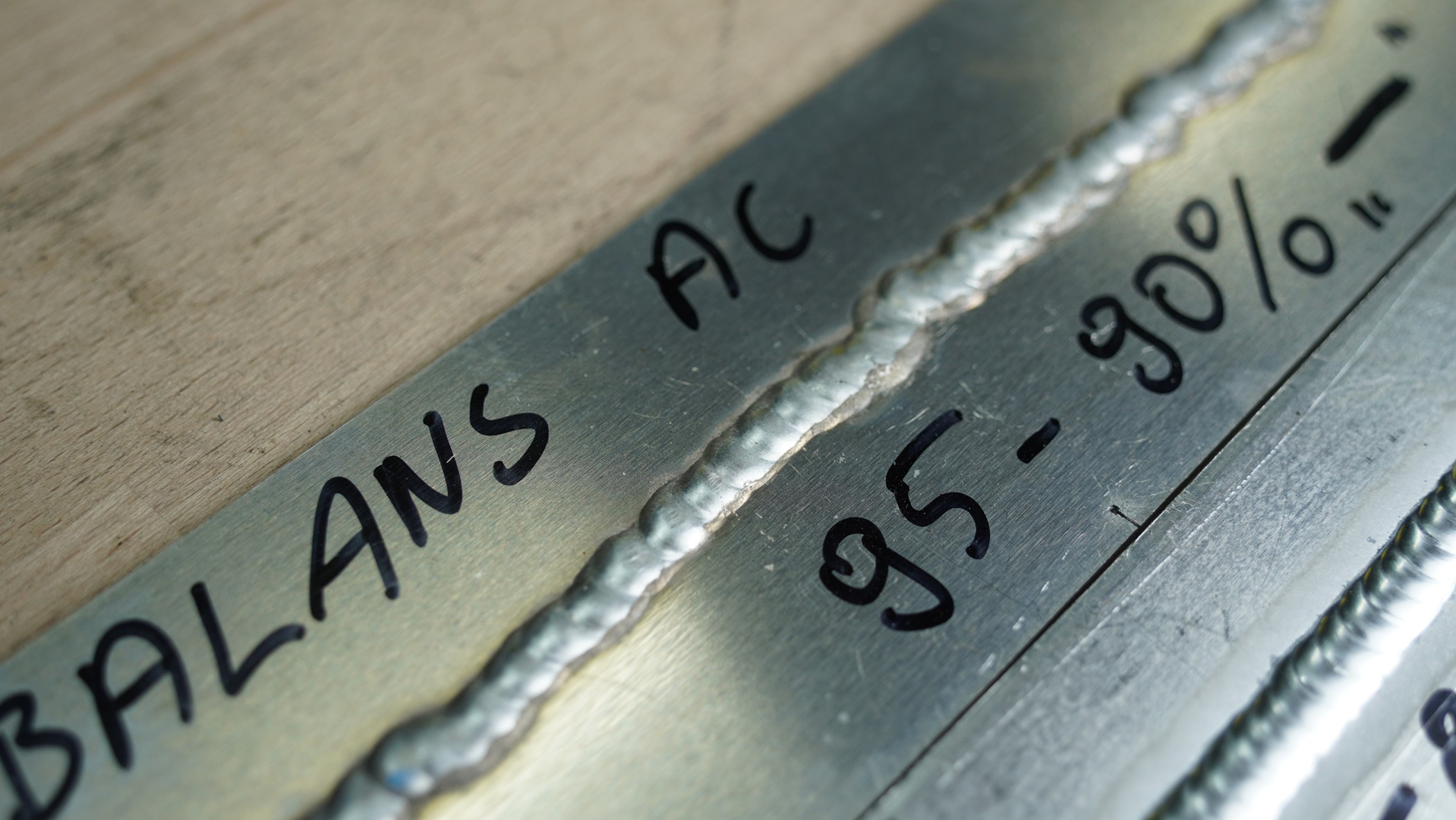
Balans AC 70–80% EN „-” (30-20% EP „+”)
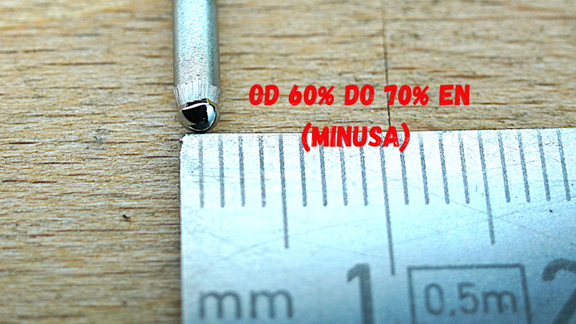
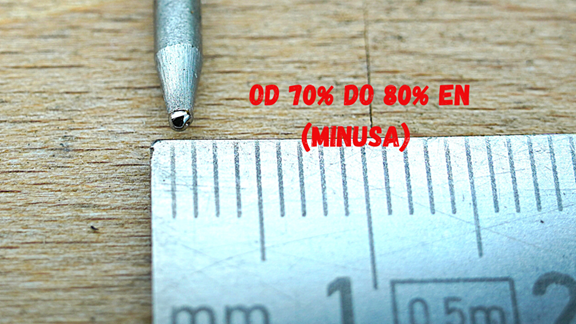
Elektroda: czubek zaokrąglony na samym końcu. Mniejsze lub większe zaokrąglenie ale nie przekraczające średnicy elektrody.
Łuk: stabilny, spokojny, przewidywalny
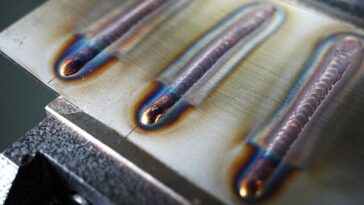
Spoina: jednolita, równomierna, z równomierną strefą czyszczenia z tlenków po bokach spoiny
Balans AC 90% EN „-” (10% EP „+”)
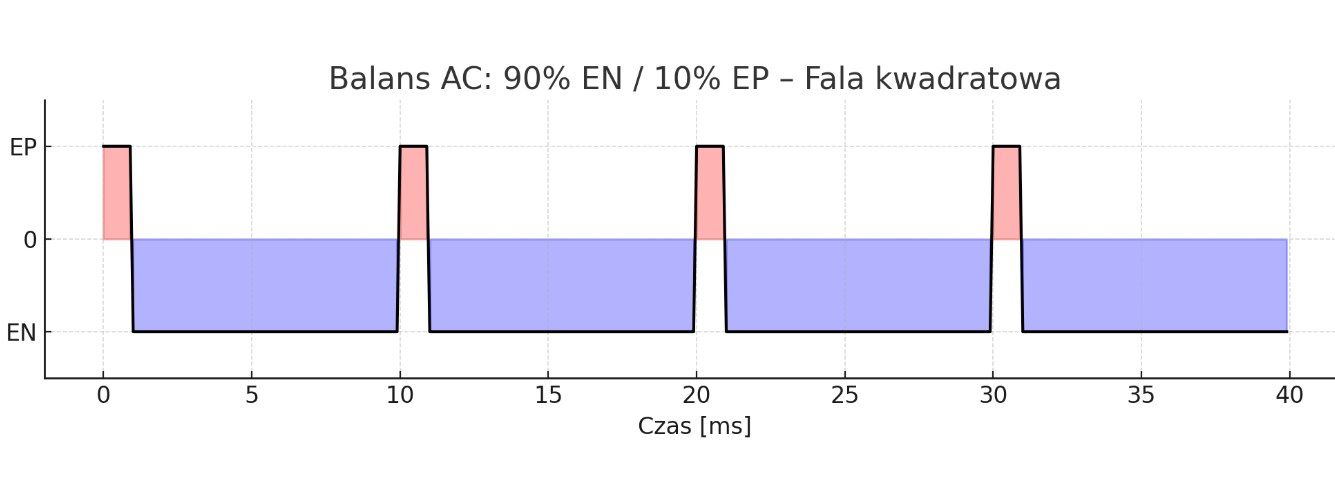

Elektroda: czysta, zaokrąglenie prawie niezauważalne
Łuk: zanikający, niestabilny
Spoina: nierówna, miejsca
Spawanie blachy 3 mm –PORÓWNANIE:
Po zakończeniu testów na elektrodach wykonaliśmy pełną spoinę na blachach 3 mm z podawaniem drutu. Natężenie ok. 115 – 120 A. Pozostałe parametry bez zmian
BALANS 70 – 80% EN „-”/30 – 20% EP „+”
Efekt:
BALANS 50% EN „-”/50% EP „+”
Efekt:
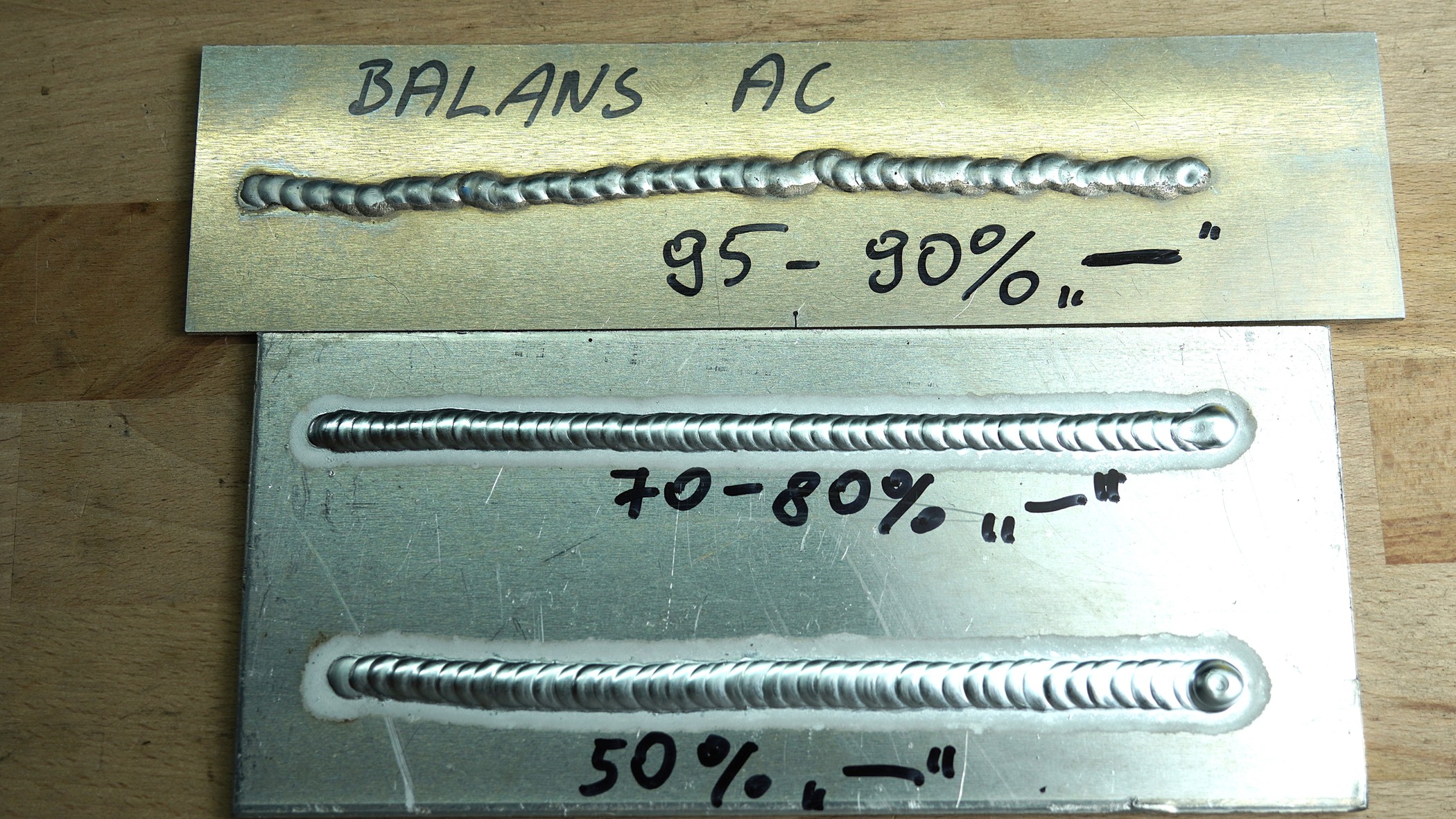


Strefa czyszczenia wyraźnie szersza w przypadku balansu AC ustawionego na 50% EP „+”/50% EN „-”.

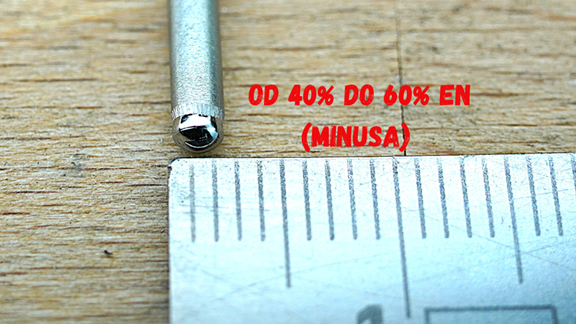
Balans AC do odlewów aluminiowych i starego – utlenionego aluminium
Stare materiały i odlewy aluminiowe charakteryzują się większą ilością zanieczyszczeń i grubszą warstwą tlenku glinu na powierzchni. Do tego dochodzi gąbczasta struktura odlewów. W głębi materiału znajdują się zamknięte przestrzenie z pierwiastkami „obcymi” (nie nadającymi się do spawania).
Już wiesz, że im więcej polaryzacji dodatniej (EP), tym więcej czyszczenia. Na nowych materiałach ustawiamy ok. 75% EP / 25% EN.
Do odlewów daj trochę więcej EP, a mniej EN, na przykład: 60% EN / 40% EP. Więcej czyszczenia, które pomoże usuwać tlenki i zanieczyszczenia. Ale pamiętaj, że to nie jest złoty środek na wszystko. Odlew należy odpowiednio przygotować przed spawaniem.
Jak ustawić BALANS AC w Twojej spawarce?
Pamiętasz, że w teście zawsze mówiłem o dwóch stronach wykresu? Na przykład: 75% EN / 25% EP. To dla Ciebie bardzo ważna informacja.
W zależności od producenta mogą wystąpić różnice powodujące zamieszanie w głowie. Na jednej spawarce musisz ustawić 75%, a na innej 25% i to będzie ten sam efekt — po prostu producent projektując urządzenie, dał Ci możliwość sterowania jedną stroną wykresu. To, co widzisz na wyświetlaczu, jest odwzorowaniem strony EN (elektroda na minusie) lub EP (elektroda na plusie).
Jeszcze inni producenci wybierają tylko pewien, najczęściej używany, wycinek wykresu.
Na przykład zakres od 30% do 70% – wtedy musisz wnikliwie zapoznać się z instrukcją. Szanujący się producent wyjaśnia co oznacza, które ustawienie. W moim Shermanie DIGITIG 315 GD podano takie wyjaśnienie:
„Zmniejszenie balansu powoduje wprowadzenie większej ilości ciepła w materiał, uzyskując węższą spoinę i głębsze wtopienie, a jednocześnie zmniejsza obciążenie cieplne elektrody wolframowej. Zwiększenie balansu powoduje wprowadzenie mniejszej ilości ciepła w materiał, uzyskując lepsze czyszczenie, szeroką spoinę i płytsze wtopienie jednak znacząco obciąża elektrodę wolframową. Zakres regulacji 30–70%.”
Z tej informacji możemy wywnioskować, że ustawiając niższą wartość, czyli w kierunku 30%, mniej grzejemy elektrodę – kulka będzie mniejsza.
Ustawiając wyższą wartość, w stronę 70%, bardziej grzejemy elektrodę i kulka będzie większa.
Oznacza to, że Sherman w tym modelu przedstawia nam część wykresu dodatnią – EP.
Ustawiam 30% i mogę optymalnie spawać, czyli mam ustawione 30% EP (plusa) (i w domyśle 70% EN [minusa]). Jeśli wykręcę na spawarce drugą maksymalną wartość – 70%, otrzymam 70% EP (plusa) (w domyśle 30% EN) – spawanie będzie niemożliwe – elektroda momentalnie zrobi się ogromnych rozmiarów.
Inne oznaczenia w spawarkach
W innych markach spawarek czasami mamy tylko zakres liczbowy, bez procentów: od -5 do +5. W takiej sytuacji kierujemy się logiką:
- Tam gdzie więcej „minusa”, tam mamy więcej polaryzacji ujemnej (EN)
- Ustawiamy okolice -2 do -4
Są także spawarki przedstawiające pełen zakres: 1–99% i nie wiadomo, po której stronie spali nam elektrodę. Zrób test. W którymś momencie najprawdopodobniej wyjdzie Ci, że musisz ustawić ok. 20–30% lub 70–80%.
Czasami zdarzy się tak, że producent użyje przez siebie wymyślonej skali procentowej, która nie pokrywa się bezpośrednio z wykresem faktycznym, albo w instrukcji obsługi nie ma żadnej informacji na ten temat.
W takiej sytuacji znowu – zrób taki sam test jak my dzisiaj. W tym zakresie, gdzie elektroda utrzymuje stały rozmiar zaokrąglenia na elektrodzie (które jest mniejsze niż jej średnica), przy jednoczesnym zachowaniu stosunkowo szerokiej strefy czyszczenia (szronu) – na tej wartości spawaj.